四川91成人倉儲設備有限公(gōng)司是國內較早從事各類倉儲貨架(jià)、非標金屬製品、工位器具、自動化物流(liú)設備、輸配係統、倉儲配套設備、展示展超類產品的(de)專業廠家。
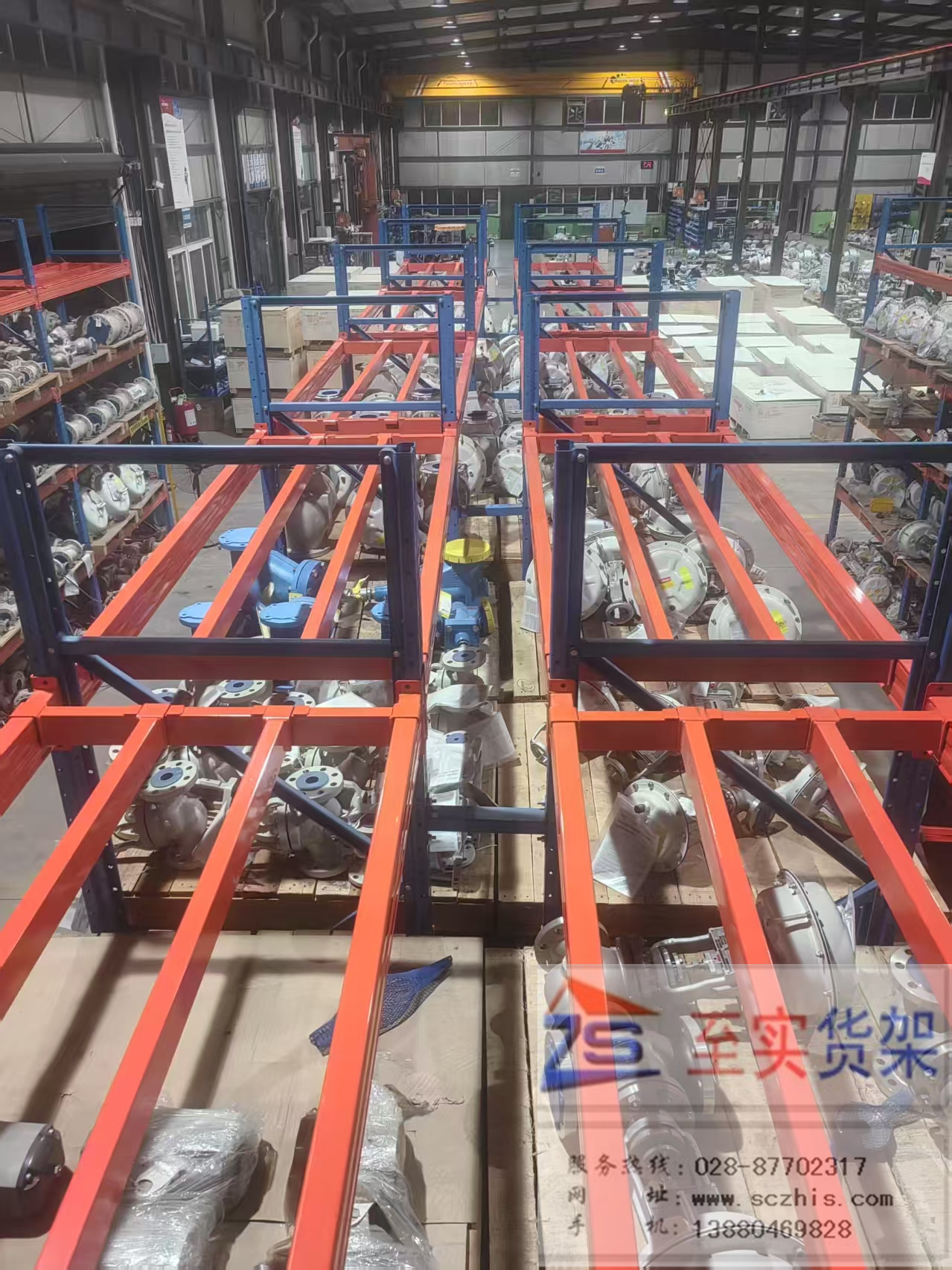
公司主要以重型貨架,中型貨架,輕型貨架、閣樓貨架、鋼平台、穿梭式貨架、貫通貨架、懸臂貨架、模(mó)具貨架、操作台、非標定製產品、半自動(dòng)化、全自動化立體倉、工業自動化輸送設備、隔離網、登高車等倉儲專用設備為主(zhǔ)。所(suǒ)有(yǒu)產品具有負(fù)載強、拆(chāi)裝程序簡單、外表美觀、操作便捷等特(tè)點。
91成人倉儲設備有限公司 -采用新型生產設備(bèi)和現代化企業的管理模式,具備了雄厚的技術力量與成熟的生產(chǎn)工藝,嚴格按照國家技術標準、行業技術(shù)標準(zhǔn)、歐美技術標準執行,保障了本公司產品品質如一,現已申請(qǐng)數項產(chǎn)品的國家外觀技術專利、實用技術專(zhuān)利。
至(zhì)實公司做為四川新希望集團、四川省機(jī)場集(jí)團、中糧集(jí)團、航發、楊森乳業股份、六合特種股份、海康威視、快樂酒保、天味集團、國電(diàn)(四川)、中國藍星等眾多企業的合作(zuò)供應商。憑著鍥而不(bú)舍,進取拚(pīn)搏的創新(xīn)精神(shén),以誠信為本的商業道德,過硬的產品性能及完善周到的售前、售中、售後服務,贏得了企業及個人的信賴和讚譽。
公司將繼續提高產品品質(zhì)和服務質量,降低(dī)生(shēng)產成本,完善管理體製,吸納人才(cái),為打造專(zhuān)業、高效、低價(jià)的“91成人”品牌而不懈努力(lì)!